

本日もお越し頂きありがとうございます。
伝統工芸を見ることが観光の楽しみの一つとなっているウイスキーを愛する料理人Yaffeeです。 (@TW0GPYU3yMS7N3o)
今回のテーマは「スコッチモルトウイスキーの伝統製法『フロアモルティング』」について!!
かなりマニアックな内容ではありますが、モルトウイスキーの製法の中に伝統的な製法『フロアモルティング』という方法があります。
昔はすべての蒸留所で行われていた製法ですが、
戦後のスコッチウイスキー急成長で行われることが少なくなってしまった『フロアモルティング』。
ただ今でも伝統を守り、『フロアモルティング』を行う蒸留所は7か所あります。
そしてそれだけではなく、現在クラフト蒸留所などで『フロアモルティング』が注目され、この製法の導入を検討している蒸留所は多くあるそう。
今後、見直され、増えるかもしれない『フロアモルティング』製法。
今回は、この『フロアモルティング』に焦点を絞って解説していこうと思います!!
ウイスキーを深く知りたい方
ウイスキーの資格獲得のために理解を深めたい方。
フロアモルティング とは??
フロアモルティング(floor malting)とは、『フロア(floor)』+『モルティング(malting)』が合体したウイスキー専門用語。
モルティング(malting)とは、大麦を発芽させて大麦麦芽(モルト)という状態にするウイスキーの製造工程のことです。
フロアモルティングはその名の通り、床に大麦を広げて、大麦を発芽(モルティング)させる製法のこと。
昔のスコッチウイスキーの製法で、かつてはすべての蒸留所でフロアモルティングを行っていました。
しかし、この方法は大量生産には向いていないため、スコッチウイスキーの成長と主に徐々に行う蒸留所が減少。
今では、7つの蒸留所のみしかフロアモルティングを行っていません。
また蒸留所で使うモルトのすべてをフロアモルティングで賄っている蒸留所は、スプリングバンク蒸留所のみです。
モルティングを行う理由
ウイスキーの原料は、穀物です。
そしてモルトウイスキーの原料は、穀物の中でも大麦のみ。
しかし、大麦はそのままの状態では、お酒にすることはできません。
お酒にするためには、酵母に糖分を食べさせて、アルコール(エタノール)に分解する必要があります。
そのためには、糖分が必要です。
糖分を造るために、大麦の中のでんぷんを分解し糖分を造ります。
でんぷんを分解するために必要なものは、酵素です!!
この酵素は、大麦が発芽することで生まれ、活性化します。
モルティングとは、大麦を発芽させて大麦の中のでんぷんを糖分に分解するために酵素を活性化。
大麦を麦汁にしてアルコール発酵させるための準備をする作業です。

つまり、ウイスキーは大麦が発芽し成長しようとする工程から生まれたお酒ということ!
この発芽のポイントを見極めることが重要です。
発芽させすぎてしまうと、大麦麦芽内の糖分を消費してしまいアルコールが作れなくなってしまいます。
その発芽の成長を止めるため、そして保存性を高めるために発芽させた麦芽を乾燥させます。
この時に、「ピート」などを焚いて「スモーキーなフレーバー」を付けます。
【詳しく書いた関連記事】
[sitecard subtitle=モルトについて詳しくは…… url=https://www.yaffee.work/entry/malt-whisky]
[sitecard subtitle=ピートについて詳しくは…… url=https://yaffee.grant-yy.xyz/peat-whisky-yaffee/]
モルティングの方法には大きく2種類の方法があります。
それが、伝統的な『フロアモルティング』と近代的な『モダンモルティング』です。
伝統的なフロアモルティング製法
大麦を発芽させるためには、
水 ・ 酸素 ・ 温度
この3つがポイントとなります。
大麦を各蒸留所または、製麦所こだわりの仕込み水に2日間ほど浸けてたっぷりと水分を吸わせます。
この時12~14℃程度の冷水で行われるそうです。
そして、酸素を吸わせ、二酸化炭素を吐き出させる作業も必要。
そのために水に浸す時間と水からあげて空気にさらす時間を設ける「ウェット&ドライ」という作業を行います。
この一連の作業を『浸麦』といいます。
この時、大麦中の水分含有量を42~3%ほど、大麦に少し幼根が見えるまで行われます。(約2日間)
そして発芽作業に移ります。
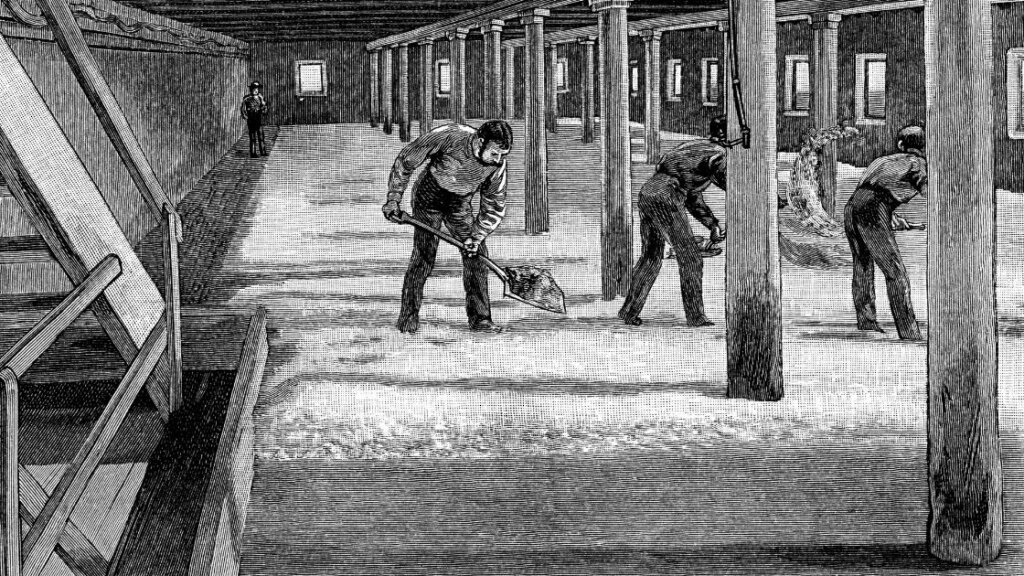
この時、フロアモルティング製法は床一面に水に浸した大麦を広げていきます。
そして高湿度、低温(15~20℃ほど)の部屋で、発芽させていきます。
ところが、この大麦。
そのまま放置してしまうと、
乾燥して発芽しないもの、ちゃんと発芽するもの、そして腐ってしまうものなど、仕上がりがバラバラに。
そのために、モルト職人たちが発芽するまでずっと混ぜ続けます。
混ぜ続ける期間は、なんと冬場なら7日間、夏場でも5日間!!!
その間、交代しながらモルト職人はひたすら大麦を混ぜ続けます。

ひたすら重労働の末、ウイスキー造りに必要な酵素が活性化した大麦(大体芽の長さが大麦の2/3ぐらい)。
この大麦の状態を『グリーンモルト』といいます。
しかしこのままでは糖分を水分が豊富なためすぐに腐ってしまうそう。
そのため、水分を飛ばして保存性を高めなくてはいけません。
この麦芽の乾燥工程で、ピートを焚いて大麦麦芽にスモーキーな香りを付加していきます!
スモーキーなフレーバーが要らない場合、無煙炭や熱風で乾燥!
大麦麦芽が腐りにくくなる水分含有量5%程度まで乾燥させます。
そして乾燥させた一粒生えてきた根も腐りやすく、またせっかく抜いた水分を再び吸ってしまうそう。
そのため、除根作業を行います。
ここまでやってやっと大麦がウイスキーになるための原料『麦芽(モルト)』になるのです。
ウイスキー造りのごく一部ですが、こういったプロセスを踏んで出来上がるウイスキー。
製造に携わる職人の方には、日々感謝です。
近代的なモダンモルティング製法
近代的なモダンモルティングという製法でも、浸麦工程までは同じです。
ただフロアモルティングでは、床に広げて職人が絶えず混ぜ続ける作業を、巨大な乾燥機や洗濯機のような機械で行います。
(「ドラム式モルティング」、「サラディンボックス式モルティング」「タワー式モルティング」など)
こういったモルティング方法は、「モルトスター」と呼ばれる麦芽専門業者で行われています。
モダンモルティングは、フロアモルティングに比べて……
- 圧倒的に大量の大麦を扱うことができる。
- 機械で精密に管理するため、品質の安定化ができる。
- 大量生産できるため、コストを抑えることができる。
以上の利点から、多くの蒸留所でモルトスター(麦芽専門業者)へのモルト委託が主流となっています。
麦芽を造るという作業は、飲食店なら野菜など素材から作っていくようなものかなと思います。
それだけで他と差別化でき目玉となりますが、時間・費用・労力などの大幅なコストがかかってしまいますよね。
フロアモルティングを行わなくなってしまった理由
フロアモルティングは、かつてすべての蒸留所で行われていました。
しかし、行う蒸留所が一つ、または一つと減っていき、今では7か所しか行っていない製法となってしまいました。
その理由としては……
- フロアモルティングでは、生産量が限られている。
- 品質管理に職人の経験と勘が必要で、一定に保つことが難しい。
- 時間・労力・費用のコストがかさんでしまう。
フロアモルティングでは、生産量が限られている。
フロアモルティングは、職人が手作業で絶えず混ぜ続ける方法。
そのため、生産量が限られています。
一年間に一人の職人が作るモルトは、200~500tだそう。
対して、モダンモルティング製法(専門業者)なら1年間に10000tものモルトを作ることができます。
20~50倍の量を作ることができるわけです。
2019年のデータでは、スコッチモルトウイスキー全蒸留所で約4億LPA(100%アルコール換算の生産量)のモルトウイスキー生産能力があるそう。
そのすべての蒸留所で生産能力ギリギリまでモルトウイスキーを造ったとしたら約100万tもの麦芽が必要となります。
全部の蒸留所がフロアモルティングを行っていたら、生産が間に合わないですよね。
そういった意味でも、専門業者へ委託が主流となっていきました。
品質管理に職人の経験と勘が必要で、一定に保つことが難しい。
フロアモルティングのモルト管理は、職人の勘や経験に基づくものです。
コンピューター制御による徹底した管理のもと作られる専門業者のモルトに比べて、フロアモルティングの方が安定しにくいです。
その後の工程を考えても、モルトの質は安定させたいところ。
ここもフロアモルティングが行われなくなっていった理由の一つです。
時間・労力・費用のコストがかさんでしまう。
フロアモルティングが行われなくなっていった理由として、コスト面が最も大きいと思います。
時間・労力が削減でき、専門業者なら大量生産できるため安価にモルトを作ることができます。
つまり出来上がるウイスキーの原価を安定して下げることができます。
すると、ウイスキー自体の価格も下げることが可能!
対してフロアモルティングでは、時間・労力・費用のコストすべてがかかってしまうため出来上がるウイスキーの原価・そして価格にも影響してきます。
フロアモルティングを行うより、圧倒的に専門業者に頼んだ方がメリット大!!
そうなると、フロアモルティングにこだわる必要がなくなってきますよね。
これが、多くの蒸留所がフロアモルティングをやめていった理由です。
フロアモルティングの利点
ここまで聞くと、利点の少ないフロアモルティング。
ただ、専門業者では絶対にできないフロアモルティングを行うメリットというものがあります!!
それは……
- 仕上がった麦芽(モルト)の差別化ができる。
- 蒸留所の『目玉』となる。
仕上がった麦芽(モルト)の差別化ができる。
ウイスキーでいう麦芽(モルト)の違いは、ピートの違いが大きいです。
ピートとは、泥炭という『燃える泥』のこと。
ヒースや草、樹木などが堆積し炭化していった石炭の一種。
石炭として形になる前の泥の状態のものがピートです。
ピートは、どこで採れたかによって大きく香りが変わります。
例えば、海の近くのピートなら海藻が含まれるため、独特な正露丸のような香りが付いたりします。
またいつの時代から堆積して出来上がったピートなのかによっても香りが変わってきます。
フロアモルティングを行う蒸留所の中には、独自のピート採掘場を持ち、独特な香りをつけているところが多いです。
その最も有名どころが、ラフロイグです。
ラフロイグは独自のピート採掘所を持ち、自家製麦し独自のピートで燻したモルトを使用。
ほかにない個性のモルトウイスキーを造っています。
蒸留所の『目玉』となる。
また、「伝統製法『フロアモルティング』を行っている。」というだけで、蒸留所の『目玉』となります!
蒸留所見学でも、伝統製法を行っている蒸留所っていったら見てみたいって思いませんか??
また、『フロアモルティング』という製法がどんなものかわからなくても、『伝統製法』で作っているモルトウイスキーってだけでなんだか「飲んでみたい。」という気持ちを増幅させると思います。
つまり『フロアモルティング』というより『伝統製法』というわかりやすい蒸留所の個性を出すことができるということです。
フロアモルティングを今でも行っている蒸留所
最後にフロアモルティングを行っている蒸留所のスタンダードボトルを紹介していこうと思います!!
[afTag id=1310]
[afTag id=1820]
スプリングバンク 10年
ただいま入手困難のため、リンクは控えさせていただきます。
[afTag id=1823]
[afTag id=1826]
[afTag id=1830]
[afTag id=1833]
最後に……
最後までお読みいただきありがとうございます。
今回のお話いかがだったでしょうか?
今回紹介したお話は、ウイスキーの製造工程でも準備段階の話です。
業者に委託し、行っていない蒸留所もあるほどウイスキーの製造のはじめの一歩。
それでも、大変手間のかかった作業ですよね!!
このようなプロセスを踏んで出来上がるモルトウイスキー。
最後の一滴まで感謝しつつ飲みたいなと思います。
それでは良いウイスキーライフを!!
また次回もよろしくお願いします!!

↑↑
この記事が面白かったと思った方は、人気ブログランキングへの応援をよろしくお願いいたします。
また、公式ラインページにて記事の更新情報など配信しています。








コメント
コメント一覧 (1件)
[…] この時、アードベッグは、独自のフロアモルティングを廃止しました。 […]